
ఉక్కు నిర్మాణం భవనం కోసం ఒక గట్టర్ను ఎలా ఇన్స్టాల్ చేయాలి?
మెటీరియల్స్ మరియు అప్లికేషన్
1. మెటీరియల్:
ప్రస్తుతం, మూడు సాధారణంగా ఉపయోగించే గట్టర్ పదార్థాలు ఉన్నాయి: 3 ~ 6mm ప్లేట్ మందంతో స్టీల్ ప్లేట్ గట్టర్, 0.8 ~ 1.2mm మందంతో స్టెయిన్లెస్ స్టీల్ గట్టర్ మరియు 0.6mm మందంతో కలర్ స్టీల్ గట్టర్.
2. అప్లికేషన్:
స్టీల్ ప్లేట్ గట్టర్ మరియు స్టెయిన్లెస్ స్టీల్ గట్టర్ చాలా ప్రాజెక్ట్లకు వర్తించవచ్చు.వాటిలో, స్టెయిన్లెస్ స్టీల్ గట్టర్ సాధారణంగా తీర ప్రాంతాలలో మరియు ప్రాజెక్ట్ సమీపంలో బలమైన తినివేయు వాయువు ఉన్న ప్రదేశాలలో ఉపయోగించబడుతుంది;రంగు ప్లేట్ గట్టర్ ప్రధానంగా గ్యాస్ భవనం యొక్క బాహ్య గట్టర్ మరియు చిన్న ఇంజనీరింగ్ ప్రాంతం మరియు చిన్న పారుదల ఉన్న ప్రాజెక్టులకు ఉపయోగించబడుతుంది.ఇది తరచుగా బాహ్య గట్టర్గా ఉపయోగించబడుతుంది.
కనెక్ట్ చేయడానికి మార్గం
★ స్టీల్ ప్లేట్ గట్టర్
1. ఇన్స్టాలేషన్ షరతులు:
స్టీల్ ప్లేట్ గట్టర్ యొక్క సంస్థాపనకు ముందు, ఈ క్రింది షరతులు తప్పక కలుసుకోవాలి: ఉక్కు నిర్మాణం (బీమ్ మరియు కాలమ్) యొక్క ప్రధాన భాగం వ్యవస్థాపించబడింది మరియు సర్దుబాటు చేయబడింది మరియు అన్ని అధిక-బలం బోల్ట్లు చివరకు స్క్రూ చేయబడ్డాయి.పారాపెట్ ఉన్న ప్రాజెక్ట్ కోసం, పారాపెట్ కాలమ్ మరియు సంబంధిత గోడ పుంజం వ్యవస్థాపించబడ్డాయి మరియు సర్దుబాటు చేయబడ్డాయి.స్టీల్ ప్లేట్ గట్టర్ సైట్లో ఉంది.ఎలక్ట్రిక్ వెల్డింగ్ యంత్రాలు మరియు వెల్డింగ్ కోసం వెల్డర్లు స్థానంలో ఉన్నాయి.
2. సంస్థాపన:
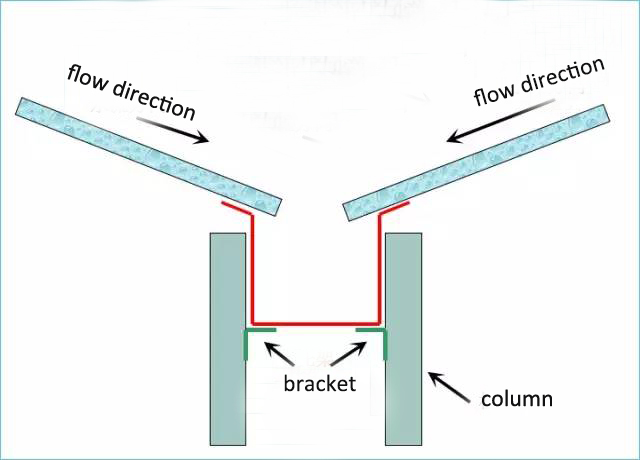
డిజైన్ డ్రాయింగ్ల ప్రకారం సంబంధిత స్టీల్ గట్టర్ను రవాణా చేసిన తర్వాత, గట్టర్ పరిమాణం మరియు బరువు ప్రకారం క్రేన్ లేదా మాన్యువల్ రవాణా ద్వారా నియమించబడిన ఇన్స్టాలేషన్ ప్రాంతానికి రవాణా చేయబడుతుంది మరియు గట్టర్ తాత్కాలికంగా ఎలక్ట్రిక్ వెల్డింగ్ ద్వారా కనెక్ట్ చేయబడుతుంది. తక్షణమే.గట్టర్ యొక్క అన్ని పదార్థాలు స్థానంలో ఉన్నప్పుడు, గట్టర్ వెలుపల స్టీల్ వైర్తో త్రూ లైన్ను గీయండి మరియు మొత్తం గట్టర్ లోపలి మరియు బయటి వైపులా ఒకే సరళ రేఖకు సర్దుబాటు చేయండి.సర్దుబాటు సమయంలో, గట్టర్ జాయింట్ వద్ద ఖాళీని తగ్గించడానికి శ్రద్ధ వహించండి మరియు ఎలక్ట్రిక్ వెల్డింగ్తో తాత్కాలికంగా దాన్ని పరిష్కరించండి.అప్పుడు 3.2 మిమీ వ్యాసంతో వెల్డింగ్ రాడ్తో దిగువ క్షితిజ సమాంతర వెల్డ్ మరియు స్ట్రెయిట్ వెల్డ్ను రెండు వైపులా పూర్తిగా వెల్డ్ చేయండి.వెల్డింగ్ సమయంలో, వెల్డింగ్ నాణ్యతపై శ్రద్ధ వహించండి మరియు వెల్డింగ్ కరెంట్ను నియంత్రించండి, గట్టర్ ద్వారా బర్నింగ్ను నిరోధించండి మరియు అనవసరమైన ఇబ్బందిని పెంచండి.అడపాదడపా వెల్డింగ్ను గట్టర్ దిగువ మరియు కాలమ్ ఎగువ మధ్య కనెక్షన్ వద్ద ఉపయోగించవచ్చు.గట్టర్ దిగువన మరియు ఉక్కు కాలమ్ యొక్క పైభాగాన్ని వెల్డింగ్ చేయవచ్చు మరియు మొత్తం దృఢత్వాన్ని పెంచడానికి స్థిరంగా ఉంటుంది.అదే రోజున వెల్డింగ్ చేయలేని గట్టర్ను పై పద్ధతులతో ఎలక్ట్రిక్ వెల్డింగ్ ద్వారా తాత్కాలికంగా పరిష్కరించవచ్చు.పరిస్థితులు అనుమతిస్తే, గట్టర్ను స్టీల్ వైర్ తాడుతో గోడ పుంజం లేదా గట్టర్ బ్రాకెట్తో కూడా కట్టి ఉంచవచ్చు.

3. అవుట్లెట్ ఓపెనింగ్:
గట్టర్ అవుట్లెట్ డిజైన్ అవసరాలకు అనుగుణంగా ఉంచబడుతుంది.సాధారణంగా, సంప్రదాయ అవుట్లెట్ ఉక్కు కాలమ్ లేదా ఉక్కు పుంజం వైపు తెరవబడుతుంది.రంధ్రం తెరిచేటప్పుడు మద్దతు యొక్క స్థానానికి శ్రద్ధ వహించండి మరియు డౌన్పైప్ యొక్క ఉపకరణాల మొత్తాన్ని తగ్గించడానికి వీలైనంత వరకు దాన్ని నివారించడానికి ప్రయత్నించండి.డౌన్పైప్ యొక్క ఇన్స్టాలేషన్ పద్ధతిని తెరిచేటప్పుడు పరిగణించాలి.డౌన్పైప్ హూప్ యొక్క ఫిక్సింగ్ పద్ధతిని ముందుగా గుర్తించడం ఉత్తమం, తద్వారా ఫిక్సింగ్ హూప్ యొక్క పదార్థాన్ని తగ్గించడం మరియు ఖర్చు తగ్గించడం.రంధ్రం గ్యాస్ కట్టింగ్ లేదా యాంగిల్ గ్రైండర్ ద్వారా తెరవబడుతుంది.ఎలక్ట్రిక్ వెల్డింగ్ ద్వారా నేరుగా రంధ్రం తెరవడానికి ఇది ఖచ్చితంగా నిషేధించబడింది.రంధ్రం తెరిచిన తర్వాత, రంధ్రం యొక్క షాఫ్ట్ మరియు అంచు ఒక కోణం గ్రైండర్తో కత్తిరించబడుతుంది, ఆపై ఉక్కు పైపు యొక్క నీటి అవుట్లెట్ గట్టర్తో వెల్డింగ్ చేయబడుతుంది.తప్పిపోయిన వెల్డింగ్ను నివారించడానికి వెల్డింగ్ సమయంలో వెల్డింగ్ నాణ్యతపై శ్రద్ధ వహించండి.వెల్డింగ్ తర్వాత, వెల్డింగ్ స్లాగ్ సమయానికి శుభ్రం చేయబడుతుంది మరియు గట్టర్ కంటే గణనీయంగా ఎక్కువగా ఉన్న వెల్డింగ్ మెటల్ ప్రాథమికంగా ఫ్లాట్ అయ్యే వరకు యాంగిల్ గ్రైండర్తో పాలిష్ చేయబడుతుంది.నీటి అవుట్లెట్ వద్ద చెరువులను నిరోధించడానికి, నీటి పారుదలని సులభతరం చేయడానికి నీటి అవుట్లెట్ను పగులగొట్టడానికి స్లెడ్జ్హామర్ను ఉపయోగించవచ్చు.
4. పెయింట్:
అన్ని గట్టర్లు వెల్డింగ్ చేయబడి, అర్హత సాధించడానికి తనిఖీ చేసిన తర్వాత, వెల్డింగ్ స్థానం వద్ద వెల్డింగ్ స్లాగ్ పూర్తిగా మళ్లీ శుభ్రం చేయబడుతుంది.అదే సమయంలో, వెల్డింగ్ ప్రాంతంలోని పెయింట్ ఒక ఇనుప బ్రష్తో శుభ్రం చేయబడుతుంది, ఆపై అసలు పెయింట్ వలె అదే స్పెసిఫికేషన్ యొక్క యాంటీరస్ట్ పెయింట్తో మరమ్మత్తు చేయబడుతుంది.డిజైన్ అవసరాలకు అనుగుణంగా పైకప్పు ప్యానెల్ నిర్మాణానికి ముందు గట్టర్ ముగింపు పెయింట్ చేయబడుతుంది.డిజైన్ అవసరాలు లేనట్లయితే, నియోప్రేన్ యొక్క మరొక పొరను యాంటీ తుప్పు చికిత్స కోసం స్టీల్ ప్లేట్ గట్టర్ లోపలి వైపు పెయింట్ చేయాలి.
★ స్టెయిన్లెస్ స్టీల్ గట్టర్ సంస్థాపన
1. స్టెయిన్లెస్ స్టీల్ గట్టర్ యొక్క ఇన్స్టాలేషన్ పరిస్థితులు మరియు డౌన్ పైప్ ఓపెనింగ్ అవసరాలు స్టీల్ ప్లేట్ గట్టర్తో సమానంగా ఉంటాయి.
2. ఆర్గాన్ ఆర్క్ వెల్డింగ్ స్టెయిన్లెస్ స్టీల్ గట్టర్ వెల్డింగ్ కోసం స్వీకరించబడింది మరియు గట్టర్ వలె అదే పదార్థం యొక్క స్టెయిన్లెస్ స్టీల్ వైర్ వెల్డింగ్ రాడ్ వలె స్వీకరించబడింది మరియు వ్యాసం ప్లేట్ మందంతో సమానంగా ఉంటుంది.సాధారణంగా 1 మి.మీ.అధికారిక వెల్డింగ్కు ముందు, ట్రయల్ వెల్డింగ్ను నిర్వహించడానికి వెల్డర్లను నిర్వహించాలి మరియు పరీక్షలో ఉత్తీర్ణత సాధించిన తర్వాత మాత్రమే బ్యాచ్ వెల్డింగ్ను ప్రారంభించవచ్చు.అదే సమయంలో, వెల్డింగ్ కోసం ప్రత్యేక సిబ్బందిని నియమించడం ఉత్తమం, మరియు ప్రధాన ఉత్పత్తి యొక్క సామర్థ్యాన్ని మెరుగుపరిచేందుకు, ఆపరేషన్తో సహకరించడానికి సహాయక కార్మికుడిని ఏర్పాటు చేయండి.వాటర్ అవుట్లెట్ను వెల్డింగ్ చేసిన తర్వాత, డ్రైనేజీని సులభతరం చేయడానికి ఆ ప్రాంతాన్ని కూడా సరిగ్గా పగులగొట్టాలి.స్టెయిన్లెస్ స్టీల్ ఎలక్ట్రోడ్పై అవక్షేపం మరియు ఇతర కాలుష్యం ఉంటే, దానిని ఉపయోగించే ముందు తప్పనిసరిగా తొలగించాలి.
3. స్టెయిన్లెస్ స్టీల్ గట్టర్ ప్రాసెస్ చేయబడి, మడత ద్వారా ఏర్పడినందున, డైమెన్షనల్ విచలనం ఉండటం అనివార్యం.అందువల్ల, గట్టర్ రవాణా చేయడానికి ముందు, ఉమ్మడి వద్ద అంతరాన్ని తగ్గించడానికి ఇది సమగ్రంగా తనిఖీ చేయబడుతుంది.వెల్డింగ్ ముందు, అది స్పాట్ వెల్డింగ్ ద్వారా పరిష్కరించబడుతుంది, ఆపై వెల్డింగ్ చేయబడుతుంది.గట్టర్ దిగువన వెల్డింగ్ చేయబడుతుంది, ఆపై గట్టర్ వైపు వెల్డింగ్ చేయబడుతుంది.వీలైతే, ట్రయల్ అమరికను నిర్వహించవచ్చు మరియు వెల్డింగ్ పనిభారాన్ని తగ్గించడానికి మరియు ప్రాజెక్ట్ నాణ్యతను నిర్ధారించడానికి, ట్రయల్ అమరిక ప్రకారం నంబరింగ్ తర్వాత ఎగురవేయడం చేయవచ్చు.వెల్డింగ్ వైర్తో పూర్తిగా వెల్డింగ్ చేయడానికి గ్యాప్ చాలా పెద్దది అయినట్లయితే, అది మిగిలిపోయిన పదార్థాలతో విభజించబడుతుంది.స్ప్లైస్ చుట్టూ వెల్డ్ చేయడం అవసరం, మరియు అంచులు మరియు మూలల వద్ద వెల్డింగ్ తప్పిపోకుండా పూర్తిగా ఉండేలా చూసుకోవాలి.

★ రంగు ప్లేట్ గట్టర్ సంస్థాపన
1. మైనింగ్ గట్టర్ యొక్క సంస్థాపన పైకప్పు స్లాబ్ యొక్క సంస్థాపన తర్వాత లేదా పైకప్పు స్లాబ్తో అదే సమయంలో నిర్వహించబడుతుంది.సైట్ పరిస్థితులకు అనుగుణంగా వివరాలను సరళంగా నిర్ణయించవచ్చు.
2. కలర్ ప్లేట్ గట్టర్ యొక్క ఫిక్సింగ్ రెండు భాగాలుగా విభజించబడింది: ఒక భాగం గట్టర్ యొక్క లోపలి వైపు స్వీయ ట్యాపింగ్ స్క్రూలతో పైకప్పు ప్యానెల్తో అనుసంధానించబడి ఉంటుంది లేదా పుల్ రివేట్లతో రివేట్ చేయబడింది;మరొక భాగం ఏమిటంటే, గట్టర్ యొక్క బయటి వైపు మడతపెట్టిన అంచు మొదట గట్టర్ బ్రేస్ రివెట్లతో అనుసంధానించబడి ఉంటుంది మరియు కలుపు యొక్క మరొక వైపు పైకప్పు ప్యానెల్ మరియు పర్లిన్తో పైకప్పు ప్యానెల్ను శిఖరం వద్ద ఫిక్సింగ్ చేసే సెల్ఫ్ ట్యాపింగ్ స్క్రూలతో అనుసంధానించబడి ఉంటుంది. పైకప్పు ప్యానెల్.గట్టర్ మరియు గట్టర్ మధ్య కనెక్షన్ సంస్థ యొక్క ప్రామాణిక అట్లాస్ యొక్క అవసరాలకు అనుగుణంగా 50 మిమీ అంతరంతో రెండు వరుసలలో రివెట్లతో రివెట్ చేయబడింది, ప్లేట్ల మధ్య ల్యాప్ జాయింట్ తటస్థ ముద్రతో మూసివేయబడుతుంది.ల్యాప్ జాయింట్ సమయంలో, ల్యాప్ ఉపరితలం శుభ్రపరచడంపై శ్రద్ధ వహించండి.Gluing తర్వాత, అది కొద్దిసేపు నిలబడాలి, మరియు గ్లూ నయమైన తర్వాత ప్రధాన తరలించవచ్చు.
3. గట్టర్ అవుట్లెట్ తెరవడం నేరుగా యంత్రాన్ని కత్తిరించడం ద్వారా నిర్వహించబడుతుంది మరియు స్థానం డిజైన్ అవసరాలకు అనుగుణంగా ఉండాలి.ప్రామాణిక అట్లాస్ యొక్క సంబంధిత నోడ్ల అవసరాలకు అనుగుణంగా అవుట్లెట్ మరియు గట్టర్ దిగువన పుల్ రివెట్స్ ద్వారా పరిష్కరించబడతాయి మరియు కనెక్షన్ వద్ద సీలెంట్ యొక్క చికిత్స అవసరాలు గట్టర్తో అనుసంధానించబడి ఉంటాయి.
4. కలర్ ప్లేట్ గట్టర్ యొక్క ఫ్లాట్నెస్ అవసరాలు స్టీల్ ప్లేట్ గట్టర్కు సమానంగా ఉంటాయి.ఇది ప్రధానంగా ప్రధాన నిర్మాణం యొక్క సంస్థాపన నాణ్యత ద్వారా నిర్ణయించబడినందున, గట్టర్ యొక్క సంస్థాపన నాణ్యతను మెరుగుపరచడానికి ఒక మంచి పునాది వేయడానికి, గట్టర్ను ఇన్స్టాల్ చేయడానికి ముందు ప్రధాన నిర్మాణం యొక్క నిర్మాణ నాణ్యత తప్పనిసరిగా హామీ ఇవ్వబడాలి.
పోస్ట్ సమయం: ఏప్రిల్-03-2022